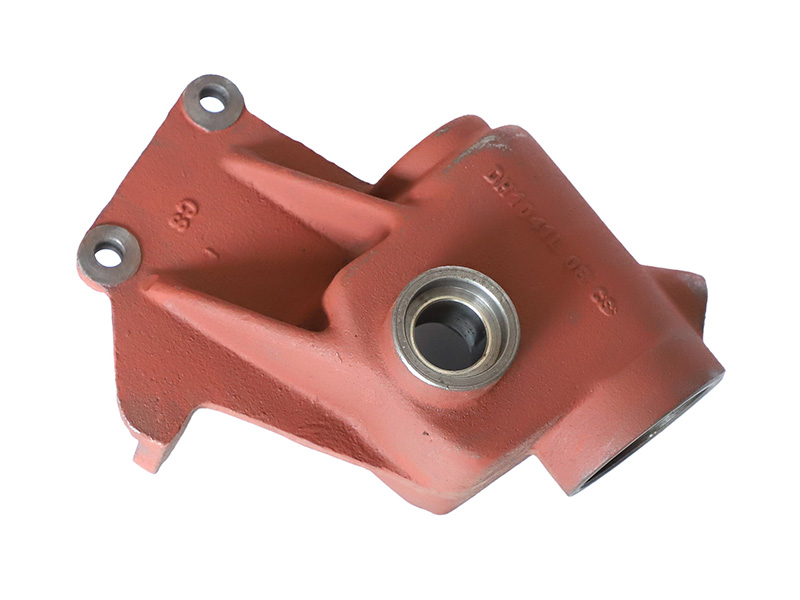
Gjutjärnsdelar till traktorer – som motorblock, cylinderhuvuden, hus, fästen och kugghjul. Gjutjärn används ofta i traktorer på grund av dess höga slitstyrka, vibrationsdämpning och goda gjutbarhet, men det har vissa utmaningar som sprödhet och krympningsdefekter. Här är en detaljerad sammanfattning:
1. Typer av gjutjärn för traktordelar
2. Kontroll av kvaliteten på gjutjärnstraktordelar
A. Materialkontroll
Legeringselement: Rätt innehåll av kol (C), kisel (Si), mangan (Mn) och ibland nickel (Ni) säkerställer erforderlig styrka och slitstyrka.
Smältning och temperatur: Gjutjärn smälter vid ~1200–1500 °C beroende på typ; överhettning leder till oxidation och gasabsorption.
Avgasning: Särskilt viktigt i segjärn för att förhindra gasporositet.
B. Form- och mönsterdesign
Sandgjutning är vanligast: hållbart, kostnadseffektivt för stora traktordelar.
Mönsterdesign: Krympning (1–2 %) och dragvinklar måste beaktas.
Spjäll- och stigrörsdesign: Korrekt placering säkerställer riktad stelning och minskar krymphåligheter.
Tips: Kyla (metallinsatser) kan användas för att kontrollera kylhastigheten i tjocka sektioner som motorblock för att undvika krympningsporositet.

C. Kontroll av gjutningsprocessen
Hälltemperatur
Hällhastighet
Stelningskontroll
D. Värmebehandling (efter gjutning)
Glödgning → minskar kvarvarande spänningar och sprödhet i segjärn.
Spänningsavlastande → undviker skevhet i tunga delar som axlar.
Noduliseringsbehandling (för segjärn) → säkerställer sfärisk grafitmorfologi, vilket ökar segheten.
E. Inspektion och provning
Visuell inspektion → för ytdefekter (sprickor, felkörningar).
Oförstörande provning (NDT):
Ultraljudsprovning → detekterar inre porositet, sprickor
Magnetisk partikelinspektion → hittar ytsprickor i järnhaltiga delar
Röntgeninspektion → högvärdiga motorblock eller komplexa höljen
Mekanisk provning:
Draghållfasthet, hårdhet och slagtester säkerställer att delen uppfyller specifikationerna.
F. Processoptimering
Simuleringsverktyg (MAGMA, ProCAST) förutsäger krympning, stelningsmönster och termiska gradienter.
Statistisk processkontroll (SPC): övervakar smälttemperatur, gjuthastighet och formens kvalitet.
Automation: gjutsystem minskar mänskliga fel, särskilt för stora motorblock

G. Vanliga defekter i gjutjärnstraktordelar och förebyggande åtgärder
| Defekt | Orsaka | Kontrollmetod |
|---|
| Krymphålighet | Felaktig placering av stigrör, fel på riktad stelning | Använd stigrör, kylrör och korrekt formdesign |
| Gasporositet | Upplösta gaser, turbulens | Avgasning, filtrering, långsam hällning |
| Kall stängning | Kalla metallfronter möts | Korrekt hälltemperatur och avgjutning |
| Spricka / Skevhet | Termisk stress | Kontrollerad kylning, värmebehandling |
| Sandinkludering | Mögelerosion | Högkvalitativ formsand, korrekt ventilation |
För mer information, vänligen kontakta oss.
E-post: annamaaning@163.com
WhatsApp: 008618841534576